


27
2025-03
Quality cases of wooden products
Solutions to the Stubborn Problems in the Manufacturing of Solid Wood Furniture — Surface Cracking, Structural Cracking and Deformation.

Author:
Solutions to the Stubborn Problems in the Manufacturing of Solid Wood Furniture — Surface Cracking, Structural Cracking and Deformation.
Whether it is standard products such as solid wood furniture or customized products like solid wood cabinets and wooden doors, various quality after-sales problems have long been difficult to completely solve within industry. Due to the characteristics of wood products, many products have no problems during factory inspection, but quality issues occur after they have been used in consumers' homes for a period. Currently, the return, exchange, repair and replacement not only incur a large amount of additional labor and material costs, but also seriously affect the brand reputation. Among these problems, yellowing, cracking and deformation are relatively concentrated and representative. These problems are all closely related to wood. The following analyzes some practical cases and solutions:
Surface Cracking
The cracking situations of wood products vary, and the causes are also different. Generally, it can be divided into structural cracking and surface cracking of large panel components (surface cracking). Factories usually classify surface cracking as a coating defect and look for the causes in the coating process to make improvements. In fact, in many cases, the root cause still lies in the wood.
The following picture is from an actual case in the factory:
 There is a large area of cracking on the white products made of red oak
There is a large area of cracking on the white products made of red oak

For the painted products made of white oak, when the material and craftsmanship are the same, the dark-colored ones do not crack while the light-colored ones do.

The surface of the white closed paint finish is cracked Pure cracking of the paint
Surface cracking of the painted layer refers to the cracking or collapse of the paint along the direction of the wood grain. If it has nothing to do with the direction of the wood grain it belongs to a pure coating problem, as shown in the above picture.
Surface cracking of the painted layer can be found on the production line, and there are also cases where there is no problem at the time of factory shipment, but it cracks in the customer's home. In terms of seasons, it occurs less frequently in summer and is more prevalent in winter. Geographically speaking, it occurs less often in the south and more frequently in Sand off the paint on the parts with surface cracks
As shown in the above picture, after standing off the paint on the surface cracking part, we found that the cause was the cracking of the underlying wood. In this picture, due to the fine wood texture, the surface cracking is relatively clear. If it is wood with thick conduits like oak, the surface cracking often mixes with the conduits, making it difficult to identify with the naked eye.
To solve the problem of surface cracking, we must first start with the basic concept of wood cracking.
The water in wood can be divided into free water and bound water. Free water is the water in the wood conduits and between cells, which can move freely, while bound water is the water inside the cells. The moisture content of a log is approximately around 60%, and about half of it is free water. When the drying process begins, the free water is the first to be lost, and the size and shape of the wood are not affected. After natural drying reaches the fiber saturation point, the moisture content is roughly between 25% and 30%. Currently, the wood begins to lose bound water, resulting in changes in the structure and size of the cell walls and causing the wood to shrink in size. When the moisture content is dried from 30% to 10%, the volume of the wood will shrink by an average of about 7%.

The cracking direction of the solid wood log
When the wood loses moisture and shrinks, cracking will occur because the shrinkage rates in the radial, tangential, and axial (length) directions are inconsistent. The cracking must be along the radial direction of the wood, starting from the pith and cracking towards the surface of the tree. Even if the log is cut into planks, the direction of cracking remains unchanged.
The cell walls and wood vessels have an open structure. They absorb water when exposed to moisture and lose water when dried. When the surface loses an excessive amount of water or loses water too quickly, surface cracking will occur. The surface of freshly planed and milled wood is like fresh dough, and the rate of water loss is extremely fast. If it is not protected in a timely manner, it is very likely to cause slight surface cracks. The biggest trouble with surface cracks is that they are difficult to detect at the white blank stage, especially the surface cracks of oak. Such surface cracks will lead to subsequent coating defects.
 The surface of the white oak board is cracked
The surface of the white oak board is cracked
That is to say, the surface cracks of the white blank mainly occur during mechanical processing. The main causes are as follows:
A. The humidity in the workshop is too low, especially in winter, often less than 20%. Such a dry environment will accelerate the evaporation of moisture from the surface of the white blank.
B. The white blank stays in the mechanical processing stage for too long. Especially in factories with imperfect production management, there is a lack of product progress tracking and early warning. The longer the white blank is exposed to the air, the higher the risk of surface cracking will be.
There are relatively mature solutions to the above problems. Factories with the necessary conditions, especially those in the north, can install spraying devices in the workshop to maintain the humidity in the workshop at a reasonable level and prevent the white blanks from losing excessive moisture.
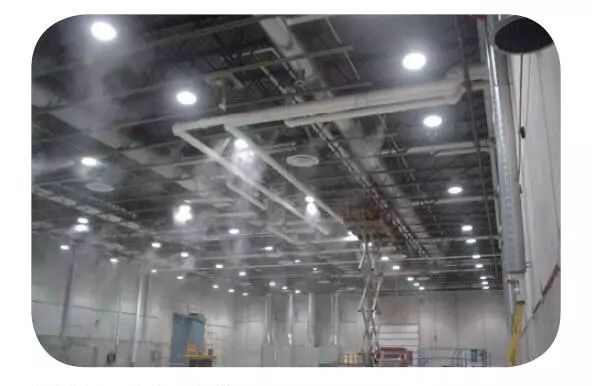 Spray to humidify
Spray to humidify
Even if there are no conditions to install a humidification pipeline, it is also a simple, easy and effective method to seal the semi-finished white blank products with stretch film after work every day to reduce water loss.
 Seal the semi-finished products with stretch film
Seal the semi-finished products with stretch film
In terms of the production mode, it is best to transform the scattered single-machine operations into an assembly line mode, which can improve production efficiency, shorten the processing time, make the project duration more controllable, and avoid having forgotten orders or products in the workshop.
 The assembly line mode of the solid wood log customization industry
The assembly line mode of the solid wood log customization industry
Cracking and deformation
The cracking here refers to the structural cracking of the wood, which has already affected the strength and usability of the product. Although cracking and deformation manifest differently, the root cause of the problem is the same, that is, the internal stress of the wood. Let's still start with specific cases to analyze:
 The red oak furniture is cracked and deformed
The red oak furniture is cracked and deformed
 The solid wood door is cracked
The solid wood door is cracked
 Cabinet door core panel cracked Cabinet door panel is deformed
Cabinet door core panel cracked Cabinet door panel is deformed
As analyzed earlier, when wood expands and contracts, the speeds in all directions are not consistent, which is the cause of cracking and deformation. At the same time, internal stress will be generated during the growth and drying processes of trees. If the stress is not well balanced and released, the stress itself will cause the deformation and cracking of the wood.
 The bending of the panel is caused by internal stress, Warpage caused by the stress imbalance between the surface and the base plate.
The bending of the panel is caused by internal stress, Warpage caused by the stress imbalance between the surface and the base plate.
There is also a specific reason for the case of cracking in solid wood doors. The factory has no understanding of the panel joining process and fails to control the width of the joining strips within 10 cm according to the specifications. Instead, it directly uses boards with a width of 20-30 cm for panel joining. The reason for controlling the width of the slats is to avoid excessive internal stress in a single piece of material. The stress generated by an overly wide board is too great to be balanced by the panel joining, which will lead to serious cracking. Another specification that is often overlooked is that the difference in moisture content between the slats of the joined panel must be within 2%. If it exceeds this range, it is very likely to cause the joining strips to sink and greatly increase the risk of cracking in the future.
In fact, many factories have no concept of internal stress at all, let alone detection and control. The detection method of internal stress is not complicated. Regular factories generally use the following methods for rapid detection:
 The stress detection specimens in the thickness direction and the detection results are as follows. After sampling from the end of the wood, the specimens are put into an oven for drying. Then, by observing whether the specimens are deformed and the degree of deformation, it is possible to determine whether the stress is balanced.
The stress detection specimens in the thickness direction and the detection results are as follows. After sampling from the end of the wood, the specimens are put into an oven for drying. Then, by observing whether the specimens are deformed and the degree of deformation, it is possible to determine whether the stress is balanced.

Stress detection in the length direction. Cut the specimen plate with a horizontal band saw and observe whether the surface of the plate bends immediately. If the plate still maintains a good degree of flatness, there is no problem with the internal stress.
If it is found after detection that there is an imbalance of internal stress in the material, the general treatment method is secondary drying. Put the wood back into the kiln for drying for 2 to 3 days. While reducing the moisture content, allow the internal stress of the wood to be released. In addition to the traditional steam kiln, the latest tunnel-type microwave drying kiln is very suitable for the rapid secondary drying of wood, which can greatly save the time for secondary drying and improve the production efficiency of the factory.
After the mechanical processing is completed and before the white blank is sent to the painting line, it is best to allow the white blank to have a curing time of more than 24 hours. In the curing room where the humidity is controlled, the white blank should be given sufficient time to balance with the environmental humidity and release the internal stress. This is especially true for large workpieces whose shapes have been significantly changed during the processing of the wood. This will greatly reduce the probability of deformation and cracking of the final product at a later stage.
Conclusion
Yellowing, cracking and deformation are more management problems than technical ones. These are all very basic technological issues in wood product processing, and there are mature solutions for them. For Chinese furniture export enterprises that started earlier, these are problems that have been solved in the early stages. In recent years, China's domestic sales market has been booming, and the strong demand has given rise to many small and medium-sized enterprises. They lack professional talent and production experience, which is why some basic quality issues have once again become a source of trouble for the industry. For the wood product processing industry, it is easier said than done. Only by making up one's mind to establish a quality control system step by step and continuously improving the level of lean production can an enterprise build its future on a solid foundation and be the last one standing in this traditional industry.
Related news
2025-03-27
 Import & Export Co., Ltd")
GYD Supply Source would be the key to improving your supply chain and win the competition in the future
Contact us
Add: No.350#301, Daluqian St. Guankou, Jimei, Xiamen 361023 China
Add: No.350#301, Daluqian St. Guankou, Jimei, Xiamen 361023 China
Copyright © 2024 GYD ( Xiamen ) Import & Export Co., Ltd | Powered by www.300.cn | Privacy Policy
